
Witam.
Co jakiś czas powtarzają się pytania odnośnie profili lutowniczych BGA, czy mój profil jest dobry, dlaczego układ lutowałem profilem a, a kolega profilem b itd.
Więc zaczynamy.
Po pierwsze - TOPNIK.
Profil lutowniczy musi być zgodny z użytym topnikiem. Producent każdego dobrego topnika udostępnia dane na podstawie których można sobie ułożyć idealny profil lutowniczy.
Przykład topnik Interfux IF8300 ołów:
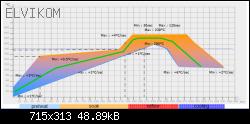
i bezołowiowy:
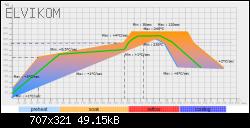
Jak widać okno procesu jest dosyć szerokie i pozwala na sporą dowolność.
Po drugie - masa
Drugim nie mniej ważnym, a może i ważniejszym elementem jest CO lutujemy, a konkretnie jak masywne, jaką ma pojemność cieplną i jak dobrze przewodzi ciepło płyta i układ który lutujemy.
Na przykład układ który ma 2mm grubości i rozmiar 15x15mm (np. procesor klasy ARM) i jest lutowany na standardowym 4 warstwowym laminacie 1,6mm wybaczy wiele.
Ale już masywny RSX(ps3) na wielowarstwowej grubej płycie jest bardzo wymagającym układem i nie wybacza błędów. To samo tyczy się grubych płyt.
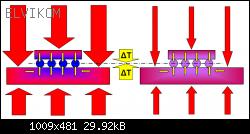
Chodzi tutaj o różnicę temperatury pomiędzy górną częścią układu i kulami/dolną częścią.
Doskonale obrazuje to ten rysunek:
Po trzecie i najważniejsze - prędkość narastania temperatury
Podsumowując dwa powyższe punkty dochodzimy do sedna sprawy. Z jednej strony ogranicza nas okno technologiczne użytego topnika, a z drugiej strony właściwości fizyczne układu płyta-chip oraz czasami ograniczenia od strony producenta układu (jednak zgodność z normą RoHS wymusza pewne wspólne założenia co do czasu i temperatury lutowania).
Po czwarte - lecimy
Podane powyżej temperatury tyczą się technologii bezołowiowej.
Na koniec kilka uwag praktycznych.
(T)oporne, masywne i/lub wrażliwe na temperaturę układy można potraktować długim jednostajnym profilem ca 0,5-1°C/s lub "zwalniającym" 1°C/s - 0,7°C/s - 0,35°C/s -w końcowej fazie. Profile takie nie zawsze są zgodne z profilem topnika, Powinno się wtedy dobrać inny topnik - albo przymknąć oko i liczyć na to że topnik się nie ulotni/zdeaktywizuje przed końcem procesu.
Lepiej jest od góry grzać układ + minimum 1-1,5 cm z każdej strony niż tylko sam układ. Zakrywać folią aluminiową tylko to co niezbędne - czytaj łatwo topiące się duże plastiki i elementy wrażliwe na temperaturę. Jeżeli jest to możliwe lepiej jest używać przesłony na grzałkę górną niż używać folii aluminiowej.
Układów nie zabija temperatura (w granicach zdrowego rozsądku) a udar termiczny - czyli za szybka jej zmiana lub zbyt długie jej działanie i WILGOĆ. Dlatego KAŻDY układ przed lutowaniem powinien być wygrzany.[/b]
Kamera do obserwacji przebiegu procesu jest nieocenionym dodatkiem.
Opracowanie własne na podstawie dokumentów dostępnych w sieci, udostępnionych przez firmę ERSA i INTEFLUX, oraz własnych doświadczeń.
Co jakiś czas powtarzają się pytania odnośnie profili lutowniczych BGA, czy mój profil jest dobry, dlaczego układ lutowałem profilem a, a kolega profilem b itd.
Więc zaczynamy.
Po pierwsze - TOPNIK.
Profil lutowniczy musi być zgodny z użytym topnikiem. Producent każdego dobrego topnika udostępnia dane na podstawie których można sobie ułożyć idealny profil lutowniczy.
Przykład topnik Interfux IF8300 ołów:

i bezołowiowy:

Jak widać okno procesu jest dosyć szerokie i pozwala na sporą dowolność.
Po drugie - masa
Drugim nie mniej ważnym, a może i ważniejszym elementem jest CO lutujemy, a konkretnie jak masywne, jaką ma pojemność cieplną i jak dobrze przewodzi ciepło płyta i układ który lutujemy.
Na przykład układ który ma 2mm grubości i rozmiar 15x15mm (np. procesor klasy ARM) i jest lutowany na standardowym 4 warstwowym laminacie 1,6mm wybaczy wiele.
Ale już masywny RSX(ps3) na wielowarstwowej grubej płycie jest bardzo wymagającym układem i nie wybacza błędów. To samo tyczy się grubych płyt.
Chodzi tutaj o różnicę temperatury pomiędzy górną częścią układu i kulami/dolną częścią.
Doskonale obrazuje to ten rysunek:

Po trzecie i najważniejsze - prędkość narastania temperatury
Podsumowując dwa powyższe punkty dochodzimy do sedna sprawy. Z jednej strony ogranicza nas okno technologiczne użytego topnika, a z drugiej strony właściwości fizyczne układu płyta-chip oraz czasami ograniczenia od strony producenta układu (jednak zgodność z normą RoHS wymusza pewne wspólne założenia co do czasu i temperatury lutowania).
Po czwarte - lecimy
- Nagrzewanie wstępne.
Najmniej krytyczna faza procesu. Ma na celu podgrzanie wstępne płyty do temperatury aktywacji topnika - zazwyczaj około 150°C
Bezpieczna wartość dla większości przypadków 1-1,5°C/s - Namaczanie (ang. SOAK)
W tej fazie działa topnik. Jego zadaniem jest usunięcie tlenków (korozji) i czego się tylko da z lutowanych powierzchni, zwilżenie
ich i przygotowanie do lutowania właściwego. Ta faza ma jeszcze jedno zadanie. Wyrównanie temperatury. Płyty jak i układy nie są jednolite. Mają powierzchnie o zróżnicowanej pojemności i przewodności termicznej. Dlatego ta faza ma też na celu wyrównanie temperatury.
Bezpieczna wartość ±0,5°C/s, temperatura końcowa około 190-210°C - Rozpływ czyli lutowanie właściwe (ang. REFLOW)
Topnik zrobił swoje, teraz czas na roztopienie lutowia (kul). W większości wypadków można sobie pozwolić na stosunkowo szybkie zwiększenie temperatury do temperatury szczytowej - około 235°C. Bezpieczna wartość to 1-1,5°C/s, jednak sporo układów toleruje nawet 3°C/s.
W tej fazie istotne jest utrzymanie układu w temperaturze szczytowej (ca. 20° powyżej punktu topienia) przez minimum 30 sekund w celu wyrównania temperatury, uzyskania poprawnego rozpływu spoiwa oraz pewnego i trwałego połączenia.
W szczególnych przypadkach ta faza procesu może być przedłużona nawet do 1,5 a extremalnie do 2 minut. - Ostatnia faza - chłodzenie.
Najważniejsze jest aby nie za szybko i nie dmuchać silnym strumieniem na układ - można go przesunąć jak się przesadzi.
Podane powyżej temperatury tyczą się technologii bezołowiowej.
Na koniec kilka uwag praktycznych.
(T)oporne, masywne i/lub wrażliwe na temperaturę układy można potraktować długim jednostajnym profilem ca 0,5-1°C/s lub "zwalniającym" 1°C/s - 0,7°C/s - 0,35°C/s -w końcowej fazie. Profile takie nie zawsze są zgodne z profilem topnika, Powinno się wtedy dobrać inny topnik - albo przymknąć oko i liczyć na to że topnik się nie ulotni/zdeaktywizuje przed końcem procesu.
Lepiej jest od góry grzać układ + minimum 1-1,5 cm z każdej strony niż tylko sam układ. Zakrywać folią aluminiową tylko to co niezbędne - czytaj łatwo topiące się duże plastiki i elementy wrażliwe na temperaturę. Jeżeli jest to możliwe lepiej jest używać przesłony na grzałkę górną niż używać folii aluminiowej.
Układów nie zabija temperatura (w granicach zdrowego rozsądku) a udar termiczny - czyli za szybka jej zmiana lub zbyt długie jej działanie i WILGOĆ. Dlatego KAŻDY układ przed lutowaniem powinien być wygrzany.[/b]
Kamera do obserwacji przebiegu procesu jest nieocenionym dodatkiem.
Opracowanie własne na podstawie dokumentów dostępnych w sieci, udostępnionych przez firmę ERSA i INTEFLUX, oraz własnych doświadczeń.


